產(chǎn)品中心
聯(lián)系方式
聯(lián)系人:陳先生
手 機:18626363628
電 話(huà):0510-88998399
傳 真:0510-88998399
地 址:江蘇無(wú)錫新吳區錫鴻路26號
網(wǎng) 址:m.pgj666.com
郵 箱:robin@wxdiscovery.com
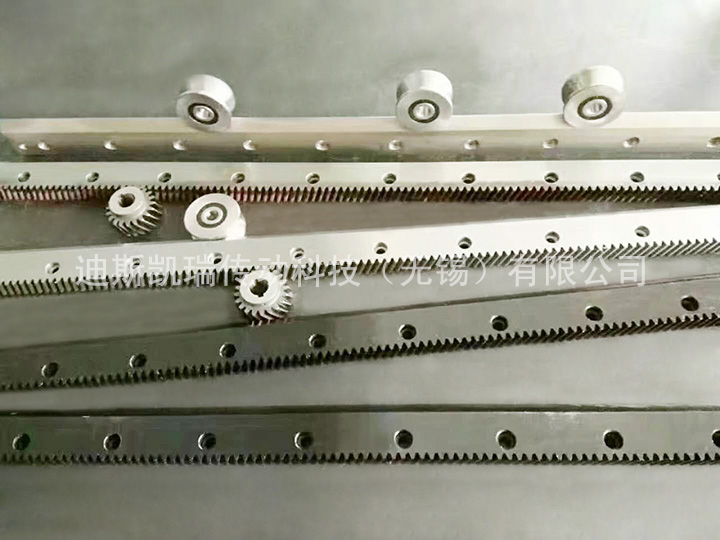
淺談導軌齒條表面淬火處理內容和要求
經(jīng)過(guò)加工,先要對鋼材式樣進(jìn)行分析,應為齒條根部受應力集中,所以淬火的后檢查齒根中間,該處也要達到要求。齒條齒部表面進(jìn)行檢驗,不能有過(guò)燒出現,看齒部是否有裂紋,對于小批量的應都檢查,大批量的應按照規定按照一定的比例進(jìn)行抽查;還要檢查齒條表面硬度,一般要求硬度為45~50HRC,承載能力較大的齒條硬度應為50~55HRC。對于齒條的硬化層深度,要用維氏硬度計,在齒寬中部齒的截面上,自表至里檢測硬度,硬化層硬度值按照以下規定,臨界硬度(HVHL)=0.80*設計規定的*低表面硬度。
相關(guān)新聞

 電 話(huà):0510-88998399
電 話(huà):0510-88998399 傳 真:0510-88998399
傳 真:0510-88998399 地 址:江蘇省無(wú)錫市新吳區錫鴻路26號
地 址:江蘇省無(wú)錫市新吳區錫鴻路26號 網(wǎng) 址:m.pgj666.com?
網(wǎng) 址:m.pgj666.com? 郵 箱:robin@wxdiscovery.com
郵 箱:robin@wxdiscovery.com  銷(xiāo)售服務(wù)熱線(xiàn)
銷(xiāo)售服務(wù)熱線(xiàn)
 蘇公網(wǎng)安備 32021402002157號
蘇公網(wǎng)安備 32021402002157號